 English
English 中文
中文Technical Specification for Surface Grinding of Zirconia Ceramics



I. Technical Overview
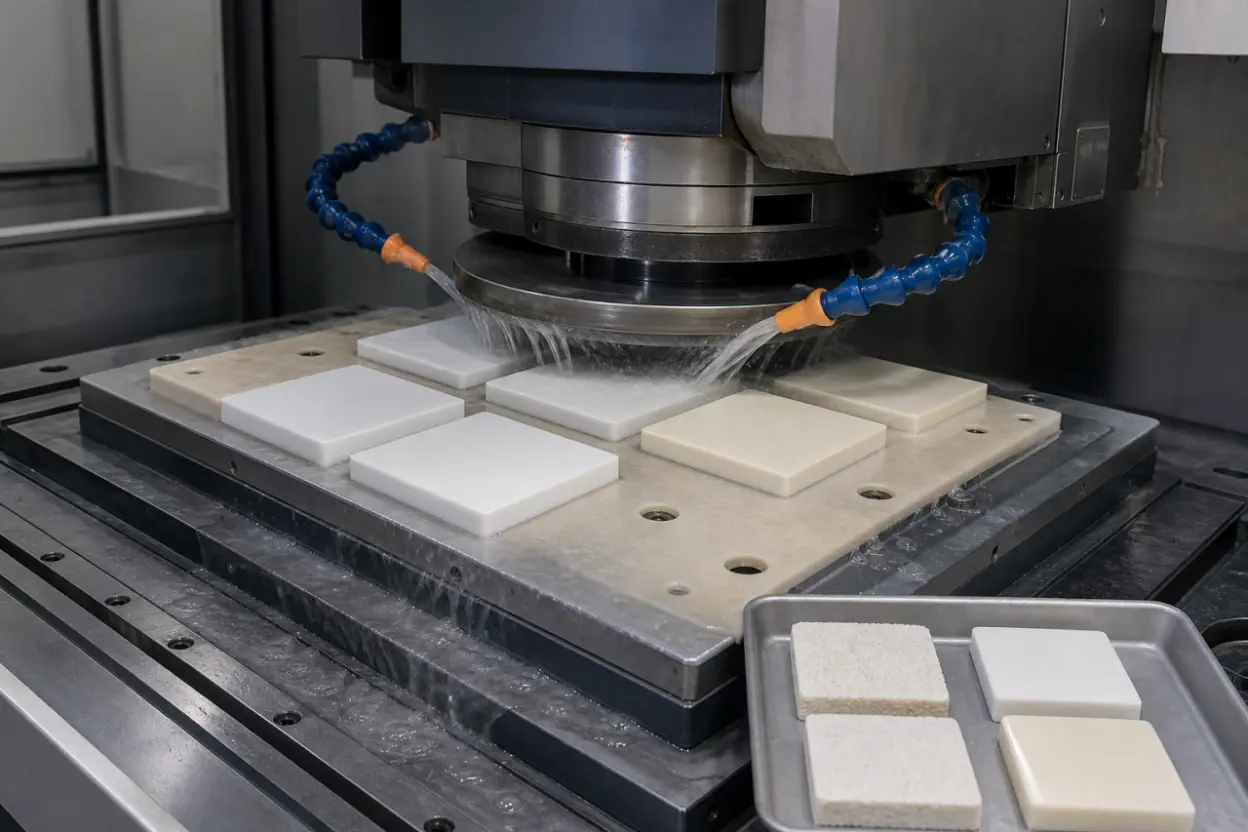
Zirconia ceramics provide high strength, high hardness, corrosion resistance, high-temperature capability, and excellent biocompatibility, and are widely used in machinery, electronics, medical systems, aerospace, and other industries. Zirconia ceramic surface grinding uses a surface grinder to finish flat surfaces and is a critical final-processing step that directly determines dimensional accuracy, surface quality, and service performance. Because sintered zirconia is dense and hard, grinding is difficult and requires strict control of process parameters and operating procedures. Standardized processes and consistent operation are essential for balancing quality and efficiency and maintaining stable product performance.
II. Preparation Before Machining
1. Workpiece Preparation
Inspect blank dimensions and appearance, remove burrs and contaminants, and confirm that there are no obvious cracks, chipped corners, or other defects;
Reserve grinding stock according to the finished-part drawing. A typical allowance is 0.1-0.3 mm, adjusted according to blank-forming accuracy and final tolerance requirements.
2. Equipment Preparation
Use a high-precision surface grinder. During zirconia grinding, normal grinding force is much greater than tangential grinding force, generally by a factor of 5-10 and, during grinding with the wheel face, sometimes by a factor of 20-30. The grinder must therefore provide sufficient rigidity and stability to maintain machining accuracy;
Before startup, inspect spindle rotational accuracy, table flatness, and hydraulic-system operation to ensure stable equipment performance;
Install a diamond grinding wheel and dynamically balance it after installation to prevent grinding vibration.
3. Consumables and Measuring Instruments
Coolant: Use water for cooling, lubrication, and chip removal. Adequate flow prevents overheating and cracking while flushing away grinding debris that could scratch the surface;
Measuring instruments: Prepare micrometers, flatness measuring equipment, and other appropriate tools with sufficient measurement accuracy.
4. Grinding-Wheel Selection Principles
Use separate wheels for rough grinding and finish grinding rather than completing every operation with the same wheel;
Use a rough-grinding wheel when the blank has substantial stock allowance. For higher surface-quality requirements, use a finish-grinding wheel, recognizing that material-removal efficiency will be lower.
III. Core Process Parameters
1. Grinding Speed
Match grinding-wheel peripheral speed with workpiece feed rate. Excessive speed may cause surface burn and microcracks, while insufficient speed reduces machining efficiency.
2. Grinding Depth
Use a depth per pass of 0.02-0.05 mm for rough grinding and 0.005-0.01 mm for finish grinding. Reduce the depth progressively to maintain surface roughness and flatness.
3. Cooling Method
Use flood or spray cooling to cool the grinding zone thoroughly and reduce thermal stress. Adequate flushing also prevents powdered chips or detached abrasive grains from remaining on the workpiece surface, where they could cause scratches and accelerate wheel wear.
IV. Operating Procedures
1. Grinding Operation
After confirming stable no-load operation, start machining. Closely monitor the surface condition and adjust parameters promptly to prevent edge chipping and cracks.
2. Shutdown and Cleaning
After machining, first stop wheel feed and workpiece movement. Remove the workpiece only after the wheel has stopped completely. Clean away grinding debris and complete the equipment-maintenance record.
V. Quality Control and Precautions
1. Quality Inspection
Inspect a sample of 3-5 parts from each batch. Rework or scrap nonconforming parts and maintain complete inspection records.

2. Precautions
Operators must wear appropriate personal protective equipment and must never touch the grinding wheel while the machine is running;
Inspect wheel wear regularly and replace the wheel promptly when required.
Conclusion
Surface grinding of zirconia ceramics is a precision process with strict requirements for machine rigidity, grinding-wheel selection, process parameters, and operating discipline. Separating rough and finish grinding, accurately controlling speed and depth, providing sufficient cooling and lubrication, and performing rigorous in-process inspection can maintain flatness, surface roughness, and dimensional consistency while preventing edge chipping, cracks, and grinding burn. A standardized operating process is essential for improving yield, extending wheel life, reducing production cost, and ensuring reliable performance of zirconia ceramic components in high-end applications.
Frequently Asked Questions (FAQ)
Q1: Why are diamond grinding wheels preferred for surface grinding zirconia ceramics?
A: Diamond grinding wheels offer high hardness, strong wear resistance, and good thermal stability. They can machine zirconia ceramics effectively and precisely and are the preferred abrasive tool for this material.
Q2: Why should different wheels be used for rough grinding and finish grinding?
A: Rough grinding removes a relatively large stock allowance and prioritizes removal efficiency, whereas finish grinding focuses on surface quality and dimensional accuracy.
Q3: How much grinding allowance should normally be reserved?
A: A typical grinding allowance is 0.1-0.3 mm, depending on blank condition and finished-part accuracy. The final value should be determined from workpiece size, geometry, and sintering accuracy.
Application Evaluation and Custom Manufacturing Support
Our company provides full-process manufacturing from sintered ceramic blanks through precision surface grinding, supported by high-accuracy surface-grinding equipment and an established grinding-process system. For different material grades, including 3Y-TZP and Al₂O₃, part sizes, and accuracy levels, we provide process evaluation, prototype production, batch delivery, and customized technical support. Customers are welcome to share project drawings or technical requirements for professional review and support from our team.


